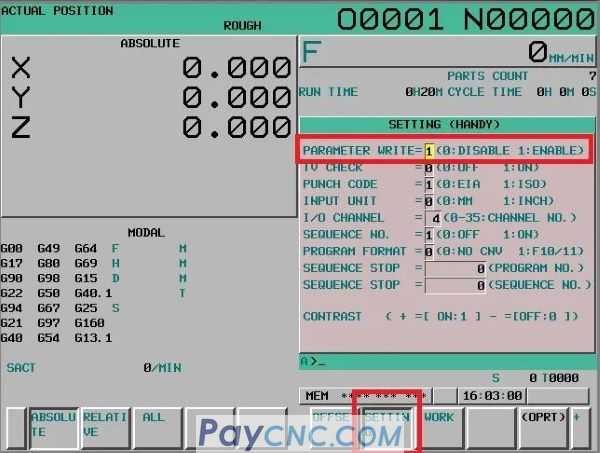
D'úsáidamar paraiméadair an mheaisín a mhodhnú de láimh. Sa mhodh MDI, athraigh PWE = 1 ar an scáileán SETTING ar dtús, agus ansin iontráil an leathanach paraiméadar chun na paraiméadair a mhodhnú.
Soláthraíonn FANUC an dara bealach smaointeoireachta dúinn, a athraítear leis an gclár G10 L52. Seo a leanas an cás:
O1256;
G10 L52; Tosaigh paraiméadair a mhodhnú;
N1420 P3 R30000; Athraigh an 3ú ais de pharaiméadar 1420 (luas Z ais G0 na huirlise meaisín seo) go 30000;
N3208 R00000001; Athraigh paraiméadar 3208.0 go 1; Díchumasaigh cnaipe CÓRAS an mhéarchláir MDI;
G11; modhnú paraiméadar deiridh;
M30; Críochnaíonn an clár.
(Nuair a athraítear an paraiméadar 3208.0 = 1, éiríonn an cnaipe CÓRAS neamhbhailí, agus is féidir 3208.0 = 0 a mhodhnú i SETTING)
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|