1. What is 3+2 positioning processing
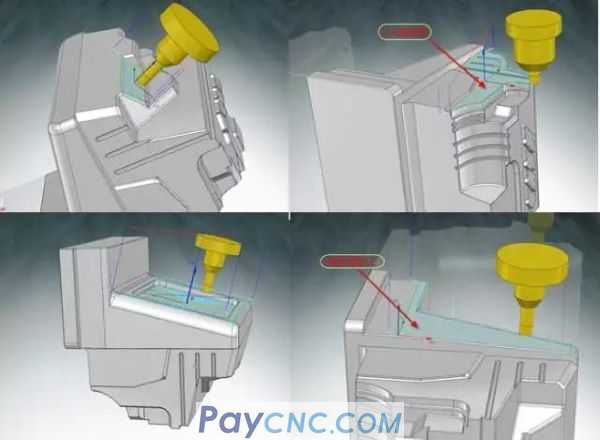
When a three-axis milling program is executed, the two rotating axes of a five-axis machine tool are used to fix the cutting tool in an inclined position. The name of the 3+2 machining technology is also derived from this, which is also called positioning a five-axis machine tool, because The fourth axis and the fifth axis are used to determine the direction of the tool at a fixed position, rather than continuously during the machining process.

The principle of 3+2 positioning processing is essentially the realization of the three-axis function at a specific angle (ie, "positioning"). Simply put, when the machine tool rotates the angle, it is processed in a normal three-axis manner.
2. What is 5-axis simultaneous machining
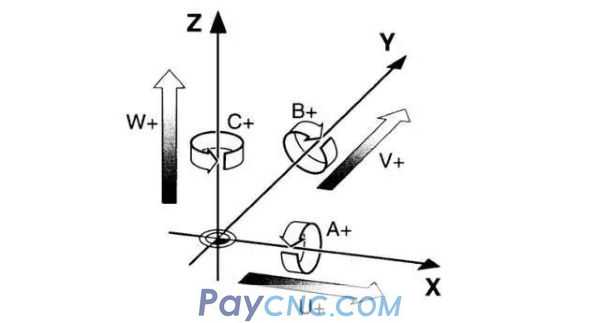
According to ISO regulations, when describing the movement of CNC machine tools, a left-handed rectangular coordinate system is used; the coordinate axis parallel to the main shaft is defined as the Z axis, and the rotation coordinates around the X, Y, and Z axes are A, B, and C respectively. Usually five-axis linkage refers to the linear interpolation movement of any 5 coordinates in X, Y, Z, A, and B.
3. The difference between 3+2 positioning and 5-axis linkage
3+2 positioning processing and 5-axis linkage processing are suitable for different industry objects. 5-axis linkage processing is suitable for surface processing, and 3+2 positioning processing is suitable for plane processing.
Advantages of 3+2 positioning processing:
1) A shorter, more rigid cutting tool can be used.
2) The tool can form a certain angle with the surface, and the spindle head can be extended lower and closer to the workpiece.
3) The tool movement distance is shorter and the program code is less.
Limitations of 3+2 positioning processing:
3+2 positioning processing is usually regarded as setting a constant angle to the spindle. Complex workpieces may require many oblique views to cover the entire workpiece, but this will cause tool paths to overlap and increase machining time.
Advantages of 5-axis simultaneous machining:
1) There is no need for special fixtures during processing, which reduces the cost of fixtures, avoids multiple clamping and improves mold processing accuracy.
2) Reduce the number of clamps used.
3) Many special tools are omitted during processing, thereby reducing tool costs.
4) During processing, it can increase the effective cutting edge length of the tool, reduce the cutting force, increase the service life of the tool, and reduce the cost.
Limitations of 5-axis linkage:
1) Compared with 3+2 positioning, the rigidity of the spindle is worse.
2) In some cases, it is not advisable to adopt the five-axis solution. For example, the tool is too short or the tool holder is too large, so that vibration cannot be avoided under any tilt angle.
3) Compared with a 3-axis machine tool, the machining accuracy error is larger.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|