Okuma Lathe Retrofitor: Hi Mr King Huang
I’ve nearly finished the installation of the kit on the Okuma lathe and both top and bottom turret X & Z axies function perfectly and spindle runs fine (turning spindle on from path 1) however when I try to activate the C axis with the C/S button or M14 from the MDI screen I get a 1028 alarm when in path 1 and a 1030 alarm from path 2.
Also the spindle doesn’t turn on if I am in path 2
I’m not sure what parameters to get rid of these alarms/ problems.
Please note the position page shows C axis position on both paths and when you select the handwheel and C+ button when moving the handwheel the position display changes as if the axis is moving but the spindle is not moving (the spindle motor has no holding torque) .
Please find attached my Param file and my ladder
Could you help me with some advice, Regards
CNCmakers Support:
DT3=9000
And you can adjust K16 too.
5200.7=1
3701.7=1
Then try again.
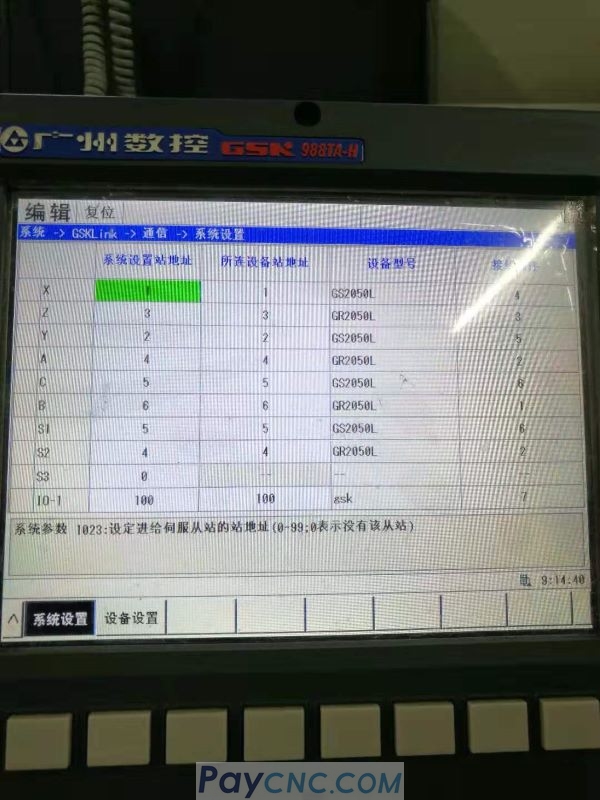 If still not okay, please take photo in attached page for us, we will check again, thanks.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|