 01 The application of GSK988TD system in the processing of cam grooves on the four-axis linkage turning-milling machine tool
The chamfering of the processing contour is uniform, and the bottom milling is smooth.
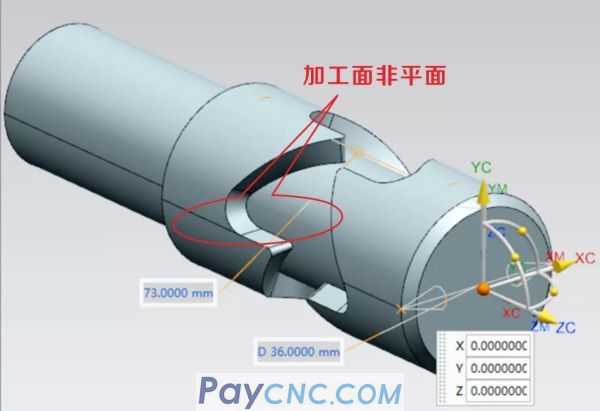
Customer-supplied pictures of processed workpieces (not meeting requirements)
Procedures and processes:
Material: Part outline: Diameter outline φ36, length 73
Material model: 45 # steel.
Procedures, tools:
Process one (opening): O1660 (opening, rough φ36-process 1 tool name: φ8R4 ball cutter layer milling-each layer 1mm)
Process two (outline roughening): O1661 (outline roughening-process 2) tool name: φ4 flat knife layer milling-0.2mm per layer);
Process three (contour and bottom surface finishing): O1662 (contour and bottom surface finishing-process 3 tool name: φ4 flat knife);
Process 4 (contour chamfering): O1663 (contour chamfering-process 4 tool name: φ4R2 ball cutter).
note:
When the chuck clamps the blank, it is necessary to clamp the long workpiece to avoid interference with the power head.
Processing program (Note: the beginning and end of the program and the speed and feed are determined by the system and machine tool).
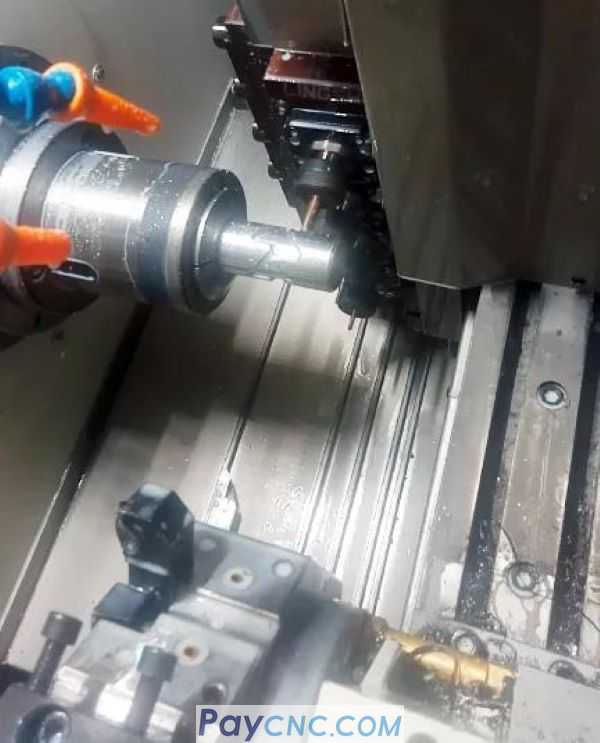  
Remarks: As can be seen from the processing pictures, the machining chamfer of the workpiece is uniform, and the bottom milling is smooth. The processing effect is recognized by customers and meets customer requirements.
Workpiece bottom roughness: Ra 1.1354 um
Rp 4.1687 um
Rv 2.6922 um
Rt 8.1931 um
RSm 68.7479 um
02 GSK988TD CNC system is applied to the chip breaking function of lathe machining of aluminum alloy and stainless steel
When processing aluminum alloy and stainless steel materials, there is no swarf, it can automatically break the chip and stabilize the production;
Does not affect the processing quality;
Can improve processing efficiency.
 
solution
Use Guangshu GSK988TD high-performance CNC system;
Use G165 chip breaking function command.

Application effect
Before the chip breaking function is enabled, the swarf is serious, and iron scraps need to be removed manually. After starting, the iron chips will break after a certain length, which fully meets customer requirements.
     
03
Baoji BG36 CNC lathe with GSK988TD CNC system wall breaking machine
Processing 304 and aluminum materials requires stable surface accuracy;
The bearing precision of the inner hole is controlled at 0.01mm;
Improve processing efficiency.

solution
Use Baoji BG36 CNC lathe with GSK988TD system;
Strictly control the production and processing requirements of tooling and fixtures;
Use U drill to drive out first, the water from the processing machine tool to achieve chip breaking effect;
Then finish boring, to meet customer requirements.
Application effect
Improve the processing efficiency of the workpiece, save the processing time for the customer, and meet the customer's needs.
The basic accuracy of the inner hole of the processed product can be controlled within 0.01mm, and the surface accuracy also meets the customer's requirements
  |
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|