twist drill
1. The composition of twist drills
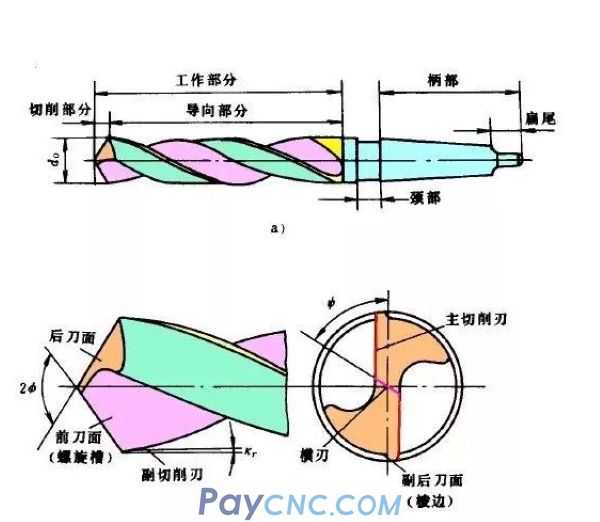
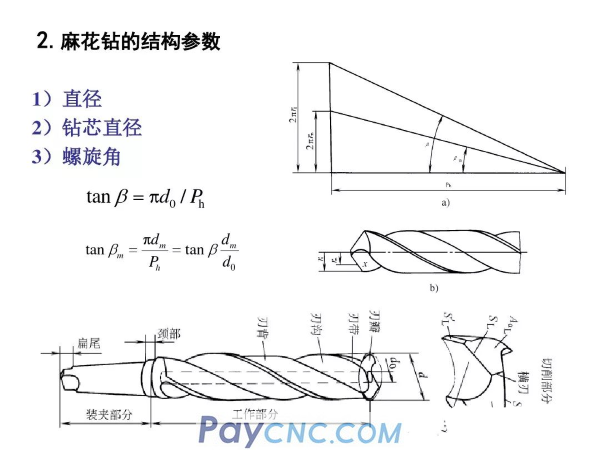
Standard high-speed steel twist drill is composed of three parts: working part, neck and shank
1) Working part
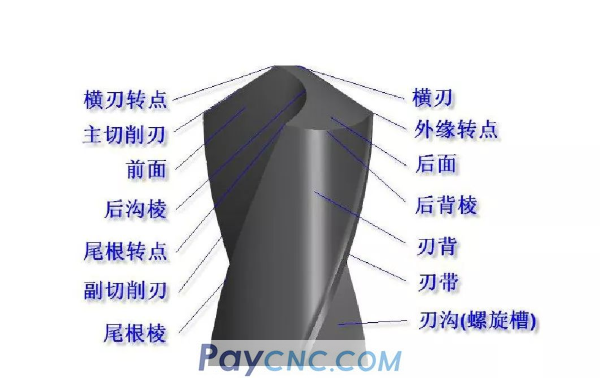
It is divided into cutting part and guiding part. Two rake surfaces, two flank surfaces, two secondary flank surfaces, two main edges, two secondary edges, and one chisel edge. The core diameter increases toward the shank.
2) Handle
The clamping part has a straight shank and a tapered shank (flat tail)
3) Neck
Used to retract the grinding wheel when grinding the shank
3. Process characteristics of drilling
Drilling belongs to inner surface processing. The cutting part of the drill bit is always in a semi-closed state, the chips are difficult to discharge, and the heat generated by the processing cannot be dissipated in time, resulting in a high temperature in the cutting zone. Pouring cutting fluid can improve the cutting conditions. , But because the cutting area is inside, the cutting fluid first contacts the hot chips being discharged. When it reaches the cutting area, the temperature has risen significantly, and the cooling effect is not obvious. The diameter of the drill is affected by the aperture of the workpiece. Due to the limitation, in order to facilitate chip removal, two wider spiral grooves are generally opened on it, so the strength and rigidity of the drill itself are relatively poor, and the existence of the chisel makes the drill bit poorly centered and easy to deviate. It is easy to expand, and the surface quality after processing is poor, and the production efficiency is low. Therefore, in the drilling process, cooling, chip removal and guiding and centering are three prominent issues that must be paid attention to. Especially in deep hole processing, these problems are more prominent. In view of the problems in drilling processing, the process measures often taken are as follows: 1) Guiding centering problem+
(1) Pre-drilling a tapered centering hole: first use a small top angle, large diameter twist drill or a center drill to drill a tapered pit, and then use a drill of the required size to drill the hole.
(2) For large diameter holes (diameter greater than 30mm), the method of drilling twice on the drilling machine is often used, that is, the second time drilling according to the required size, because the chisel blade is not involved in the work, the drill will not appear For small holes and deep holes, in order to avoid the deflection of the axis of the hole, when drilling the through hole on a lathe as much as possible, the axial force suddenly drops when the chisel edge is cut out, and the result is as if the feed is suddenly increased. The same, cause vibration, even cause the drill bit to break, so when drilling through holes, when the hole is about to be drilled, the feed must be reduced, and the non-automatic control machine tool should be changed to manual slow feed.
(3) Sharpen the drill bit, make the two cutting edges as symmetrical as possible, so that the radial forces cancel each other, and reduce the radial deviation. 2) Cooling problems
In actual production, the method of large flow cooling or pressure cooling can be used according to specific processing conditions to ensure the cooling effect. In ordinary drilling, the drill bit and the drilling area are often cooled by the method of segmented drilling and timing launch.
3) Chip removal problem
In ordinary drilling, the method of timing retreat is often used to discharge the chips in the deep hole machining. The structure of the drill bit and its cooling measures are combined to force the chips to be discharged by the pressure cutting fluid.
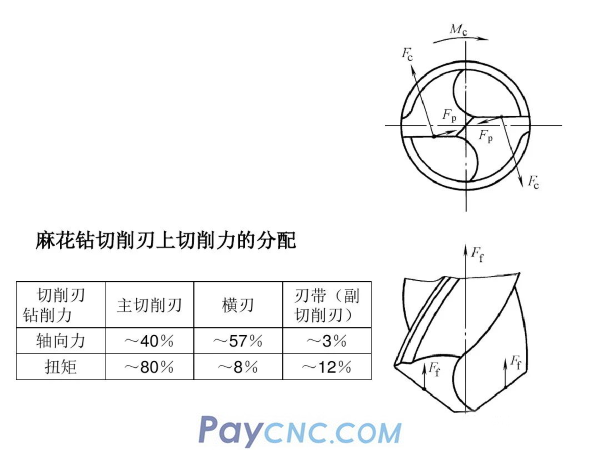
The approximate distribution ratio of the drilling tool on each cutting edge is shown in the following table. It can be seen that when drilling general materials, the axial force mainly comes from the chisel edge, and the torque is mainly produced by the main edge. However, it should be noted that when drilling some materials with a small elastic modulus E (such as titanium alloys), due to the large elastic recovery, the friction torque between the hole wall and the drill bit band increases, which can account for about 64 of the total torque. %
4. Grinding of twist drills 1) Structural defects of twist drills
(1) The front and back of the twist drill are curved surfaces, and the rake and relief angles of each point along the main cutting edge are different, the difference is large, and the cutting ability is very different; the edge inclination and cutting speed direction are also different, so the The outflow direction of the chips is different, and the mutual restraint is not conducive to the curling of the chips, and the lateral extrusion causes additional deformation of the chips.
(2) The main cutting edge of the twist drill participates in cutting with a wide cutting width, and the cutting speed of each point on the edge is not equal. It is easy to form spiral chips and difficult to remove chips. Therefore, the chip and the hole wall are squeezed and rubbed, which often scratches the hole wall, and the surface roughness value after processing is large.
(3) The diameter of the twist drill is limited by the hole diameter. The spiral groove makes the drill core thinner and the rigidity of the drill bit is low; there are only two ribs guided, and the axis of the hole is easy to deviate; in addition, the rake angle of the chisel edge is small (negative value) ), the length is large, the axial resistance is large when drilling, the centering is difficult, and the drill bit is easy to swing. Therefore, the shape and position tolerance of the hole is relatively large.
(4) The cutting speed is the highest at the intersection of the primary and secondary cutting edges, the nose angle is small, and the relief angle of the secondary cutting edge is zero due to the existence of the land. Therefore, the friction at the tip of the tool is the largest, the heat is large, the heat dissipation conditions are poor, and the wear is the fastest.
CNC programming teaching
   |
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|