First of all, there are many faults that cause the stuck knife. The common one is kinetic energy cut off, which is commonly known as power failure, unexpected power failure, or insufficient air pressure, and the tool cannot be removed normally. Below are the 2 pictures, the jamming situation in 2 states.
 
One is that the tool has not been removed, and the other is that the tool has been removed. The first kind is relatively easy to solve, let's solve the second kind first, because the second kind has more steps than the first kind.
When you take off both tools, basically the stuck tool in state 1 and the stuck tool in state 2 can be solved in the same step.
1. Two people are required to coordinate the operation. One climbs to the equipment tool magazine and the other pays attention to the condition of the tool arm. There is a tool changer robot arm motor (a motor directly above the tool arm) on the tool magazine.
2. Loosen the brake device on the motor (the motor arm cannot be twisted if it is not loosened), and use the adjustable wrench to rotate the outer hexagon on the motor. Generally, the direction of rotation is the same as that of the knife arm, so that the knife arm can be separated. Spindle tool. While the person above rotates the knife arm, the person below must pay attention to the direction of rotation of the knife arm, and promptly remind the person operating above, because he cannot see the actual situation.
3. When the tool arm is separated from the spindle, if there is a tool on the spindle (that is, state 1), and you hear the sound of air leakage (that is, the spindle is in a loose tool state), pay attention to pad something on the tooling, because the tool may fall ( Do not grab with your hands, it is dangerous).
 
Keep rotating the tool arm until the tool arm has completed a complete tool change. The tool arm has an origin position. Some equipment has signs such as "tool in place" on the operation panel. When this light is on, it means the tool arm has reached the origin position. If there is no such sign, the origin light in the tool magazine must be visually inspected. This is for every device. In the tool magazine panel, there are three red lights inside. Generally, the one in the middle is on, the tool arm is at the origin position.
 
5. After troubleshooting the stuck tool, turn on the brake device of the tool arm motor (turn it back to the original position), and then perform a tool change action in MDI state to see if it is normal. If it is normal, remember to use it for processing Check all the tools in the tool again. Unexpected tool jam action will affect data transmission, interruption of tool number information, etc., resulting in what is commonly known as "chaotic tool".
6. A mess occurs. The easiest way is to take down all the tools in the tool magazine and put them on again. The more labor-saving and convenient method is to reorganize the tools in the parameter interface. I won't talk about it here. .
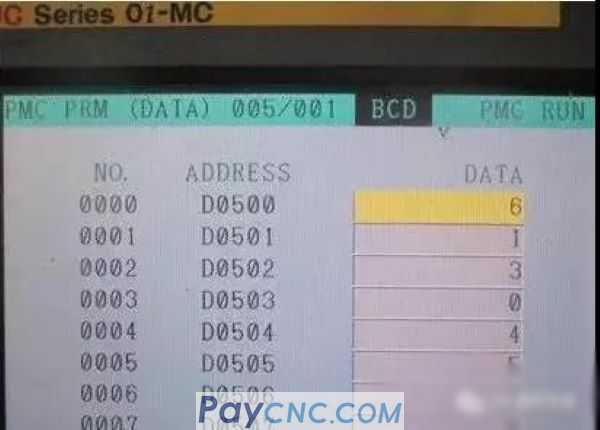
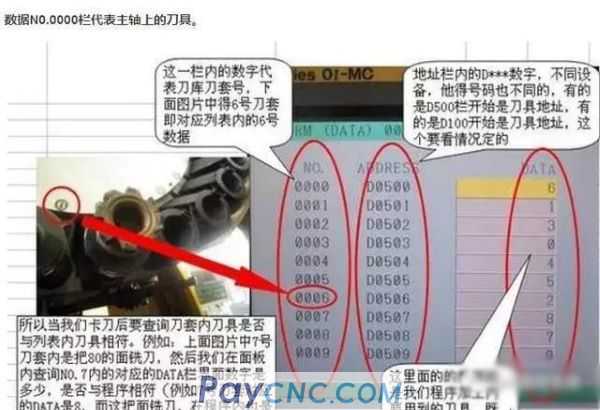
There is another way to check if the tool is messy, that is, to check the tool number: press the operation panel button SYSTEM→PMC→PMCPRM→DATA→G,DATA, and then in the tool list, check whether the tool number in the tool table has duplicate tool numbers? Does the tool number in the tool sleeve match the tool number of the program? If there is an error, you can modify and replace it in the data table by yourself, without the need to manually reset the tool.
The stuck knife failure is just a symptom. Even if the stuck knife is eliminated, the stuck knife may occur again after a short period of time. The situation occurs frequently, and we need to deeply study the root cause of the stuck knife.
The root cause of stuck knife:
1. The position of the origin of the second tool change is abnormal. Generally, the origin of the tool change may be incorrect after the machine is mis-operated and collided. It is manifested as the tool arm pulls out the tool, the tool is installed abnormally, and even causes the tool to jam. The arm can also be damaged.
2. The orientation angle of the spindle is incorrect (namely M19 instruction). The running of the orientation angle is usually caused by machine collision. If you want to learn UG programming, you can add QQ group 304214709 to receive UG learning materials and courses, or the spindle synchronous tooth shape brings it out The problem is caused by the error of the orientation angle. Inaccurate orientation will also cause problems such as abnormal tool change.
3. The pneumatic tool cylinder of the spindle cannot move the tool, and the tool cannot be released, causing the tool to jam. Generally, the BT40 spindle uses the pneumatic tool cylinder, and the BT50 uses the hydraulic tool cylinder. If the BT50 cannot move the tool, the tool is usually produced by the hydraulic system. Problem. Or the knife stroke needs to be adjusted, and the elastic gasket in the knife cylinder needs to be replaced.
   |
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|