If the tool wears to a certain limit, it cannot be used. This wear limit is called the blunt standard. The height VB of the uniform wear zone on the flank surface is specified as the blunt standard of the tool. Theoretical wear limit: VBmax
1. Judging the wear
In actual production, often removing the tool to measure the amount of wear will affect the normal production. Therefore, the amount of wear cannot be directly used to determine whether the tool has been blunt based on some phenomena that occur during cutting.

For example: during rough machining, observe whether there are bright bands on the machined surface, the color and shape of the chips, and whether there are vibrations and abnormal sounds, etc.; for finishing, you can observe the roughness of the machined surface and measure the shape and dimensional accuracy of the machined parts. Wait, if an abnormal phenomenon is found, it is necessary to change the tool in time.
2. International standards
In evaluating the cutting performance of tool materials and experimental research, the wear amount of the tool flank is used as a measure of the bluntness of the tool. Because the flank surface of general tools is worn out, and the measurement is more convenient. Therefore, the international standardization ISO uniformly stipulates that the wear band width VB measured on the flank surface at 1/2 the amount of back attack is used as the tool blunt standard (Figure 3-35). The finishing tools used in automated production often use the edge The tool wear size in the radial direction of the workpiece is used as a measure of tool wear and is called the tool radial wear NB.
3. Empirical formula for tool life
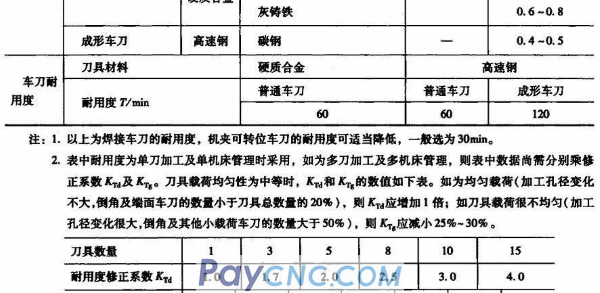
1. Tool life-the actual cutting time of a new knife (or a re-sharpened tool) from the beginning of cutting to the wear amount reaching the blunt standard is called the tool life, expressed in T minutes. Also known as tool durability.
2. Total tool life-the actual cutting time from the first time it is put into use until it is completely scrapped.
• Total tool life of regrind = T×N
• Total tool life without regrind = T
3. Empirical formula for tool life
For a certain cutting process, when the workpiece, tool material and tool geometry are selected, cutting speed is the most important factor affecting tool life. Increasing the cutting speed reduces the tool life. This is because the cutting speed has the greatest impact on the cutting temperature, and therefore the greatest impact on tool wear.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|