
 National Major Scientific and Technological Achievements
Designation system for the five-axis project of the Fourth National NC Contest
Five-axis and four-axis project designation system for the 6th National NC Contest
Features
1. High-performance, high-configuration hardware platform, which can meet the complex computing and processing requirements such as five-axis linkage, high speed and high precision, and composite processing.
2. GSK-Link real-time industrial Ethernet bus control, integrated chassis, high-resolution display, small size and fewer connections
3. Low power consumption, maintenance-free design, all-metal structure, durable
4. Large-capacity memory, standard storage capacity is 480M
5. Program scheduling operation
6. Program editing can easily create, save, modify, copy, cut, paste, find, replace
7. Abundant macro instructions and canned cycles can easily and effectively solve complex machining tasks
8. Data transmission and DNC via U disk and network
9. Simple commissioning and maintenance, perfect alarm and diagnostic information
10. User-defined interface for secondary development
11. Simultaneous control of two channels for milling or turning
12.Support wait, synchronize, mix and overlap control between channels
13. Two or more motors are driven synchronously, one master and one slave work, the slave axis follows the master axis
14. I / O points can be expanded up to 1024/1024, which can meet the control of large and complex equipment
15. Basic instruction processing time: 0.5μs / step, program capacity: 12000 steps
Technical Parameters
Instruction list
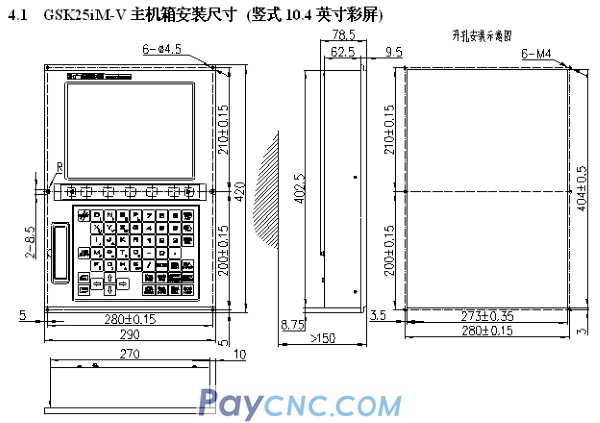
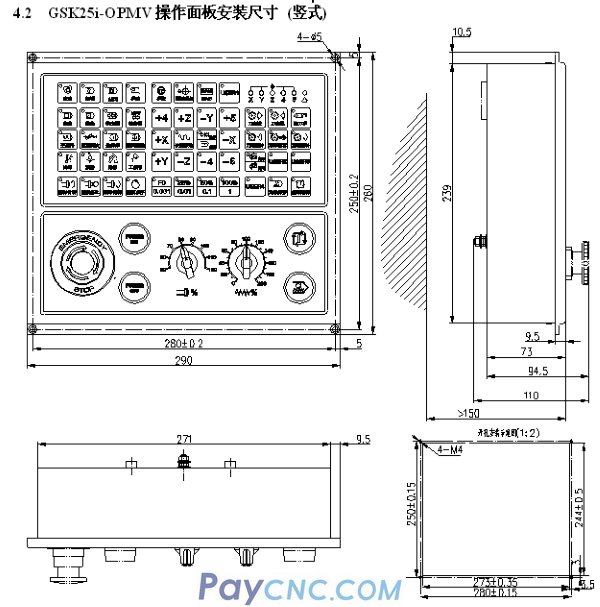
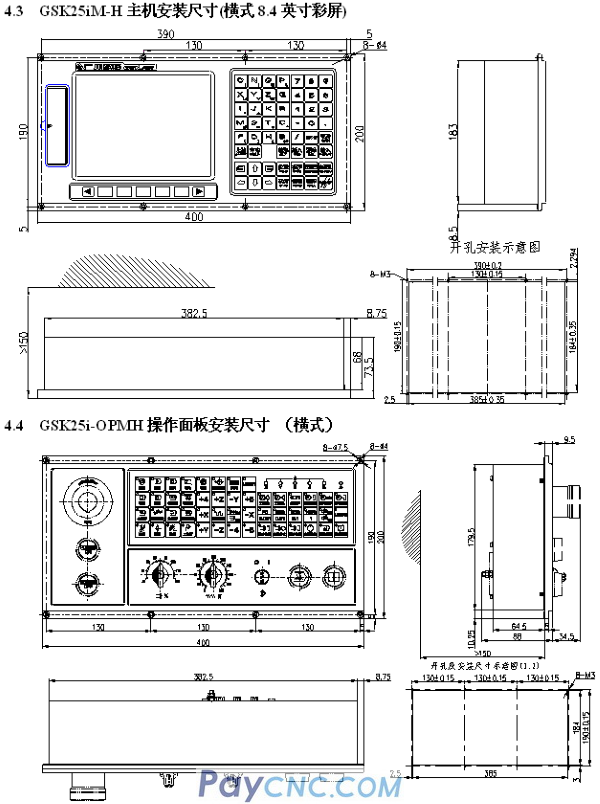
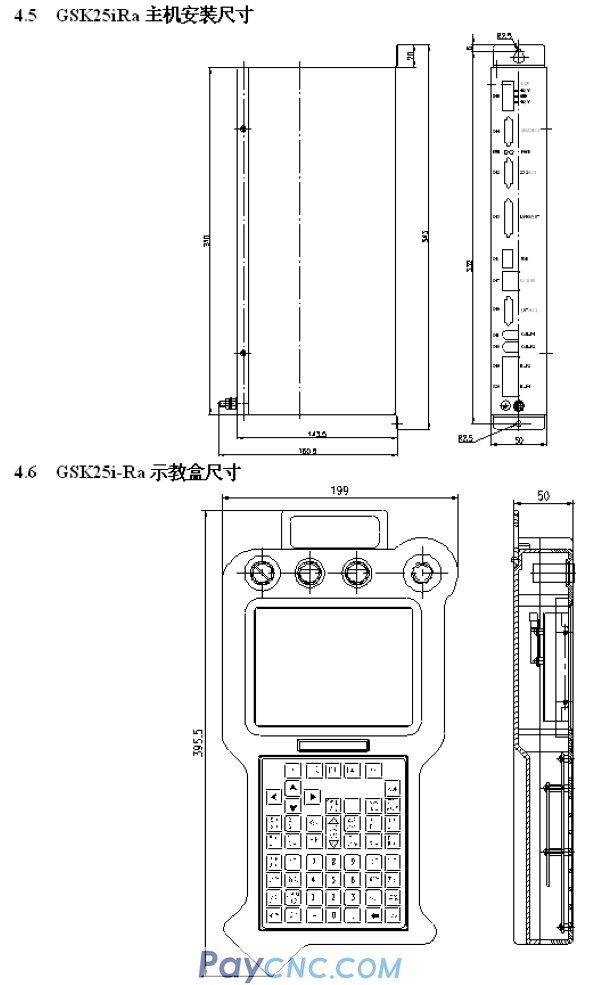
Installation size
    Product Size
GSK25iM-H (8.4-inch LCD with horizontal structure) GSK25iM-V (10.4-inch LCD with vertical structure)
GSK25iT-H (8.4-inch LCD with horizontal structure) GSK25iT-V (10.4-inch LCD with vertical structure)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|