Look at the picture below

This is the relationship between cutting parameters and iron filings
Vertical axis: represents the depth of cut Ap
Horizontal axis: represents the feed amount F
Specifically, the depth of cut and feed rate can directly affect the shape of the iron filings
why?
Come, look at the picture below
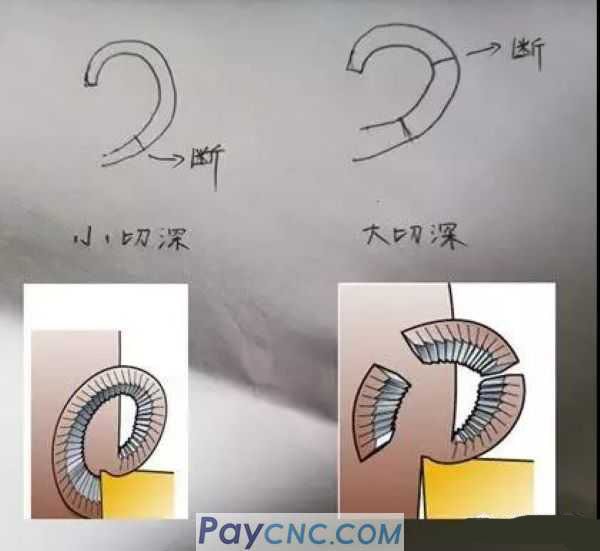
The picture on the left is a small depth of cut, the one on the right is a large depth of cut
After increasing the cutting depth, the iron filings will become thicker
Then under the same degree of curvature of iron filings, thick iron filings are easy to break.
Increasing the feed rate means increasing the depth of cut in the axial direction. The reason is the same.
The reason is as simple as that:
Under the same degree of curvature of iron filings, thick iron filings are easy to break.
Then, if iron filings continue to:
1. Increase the depth of cut Ap
2. Increase the feed rate F
If you use these two or two tricks well, you can solve most of the chip breaking problems.
Of course, most of the time, the depth of cut cannot be adjusted. The main thing is to adjust the feed rate (it is better to reduce the speed S, and increase F, so as to increase the tool life). But too much feed will bring corresponding problems. You need to pay attention to the following two points.
Problem 1: The cutting force becomes larger, and the strength requirements of the entire processing system increase, which may cause vibration. If the vibration occurs, it will not work. You have to think of other ways. (For details, please refer to the article I shared earlier on solving tool vibration)
Problem 2: The finish is reduced. In the case of the same rounded corners, the finish will definitely decrease when the feed is increased, so pay attention to the finish of the workpiece. (There is an empirical formula for the relationship between fillet and feed: Ra=(f*f**50)/re, the larger the feed, the smaller the tool tip fillet, and the greater the surface roughness value obtained)
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|