In order to facilitate the calling of the program, (such as: calling the probe program, calling the customized machine tool motion flow, calling some auxiliary macro programs, calling some programs that are not often edited), custom M codes are often used to call subprograms, today Take'machine friends' to understand the usage of this function! First: first solve the relevant parameters
Examples are as follows:
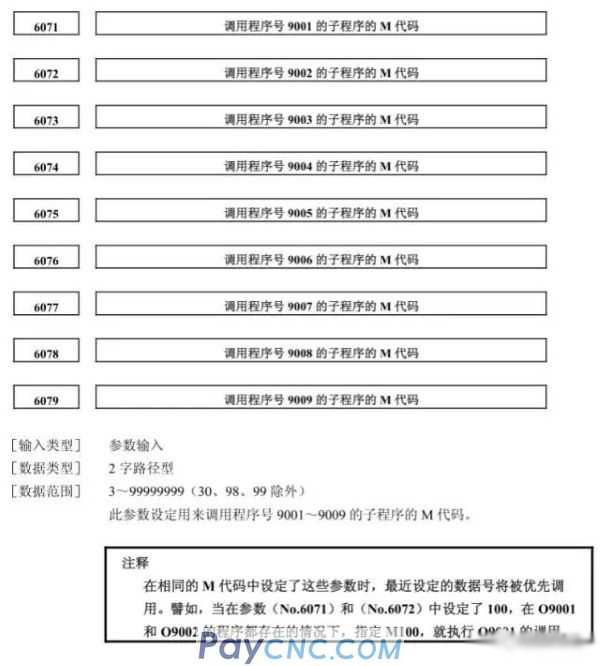
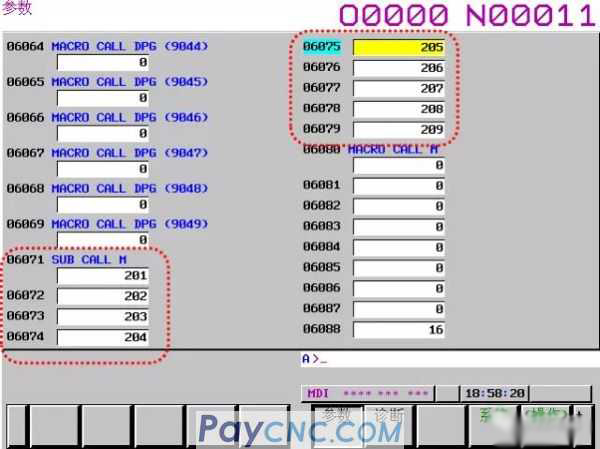
1: Set 6071-6079 parameters as follows:
M201O9001, M202O9002
M20*O900*, M209O9009
The corresponding program number is fixed O9001~O9009
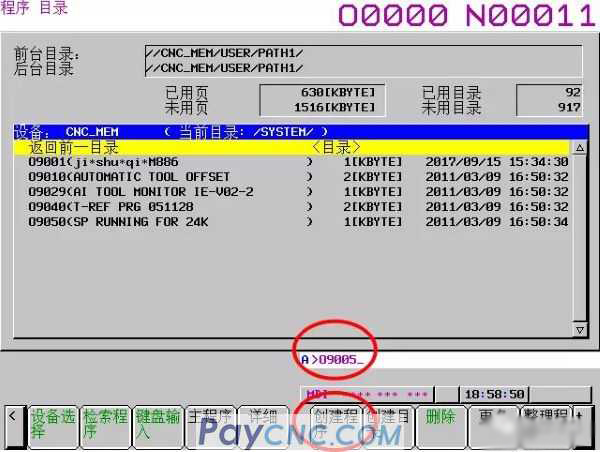
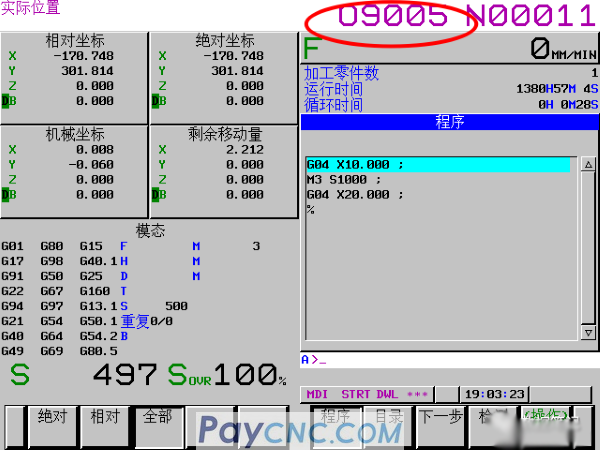
2. Take M205 calling O9005 as an example: create O9005 program
If created, prompt: write protection;
Please click on the link to see how: FANUC prohibits program editing
3. Edit the O9005 program as follows:
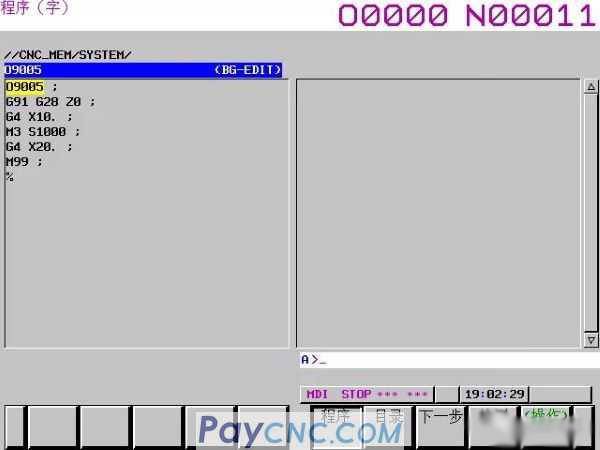
4. MDI mode, edit M205;

5. Start and run the test;
Note: ①The parameter setting in 6071~6079 should not be duplicated with the original M function code, it is recommended to set the number after 200;
② The program number corresponding to 6071~6079 is fixed and can only be O9001~O9009;
[Skill expansion]
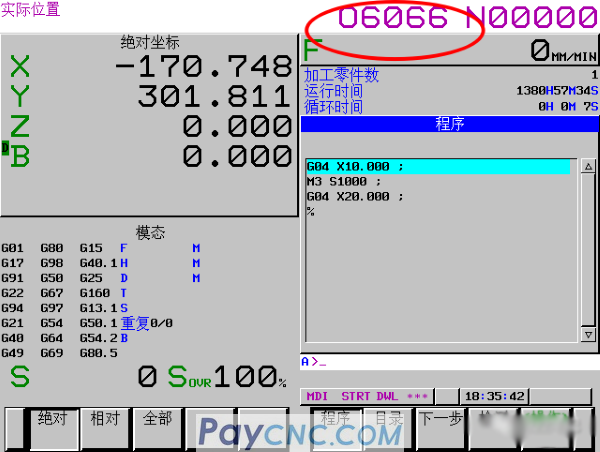
How to use custom M code to call other subroutines?
For example: custom M666 calls O6066 program
  |
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|