 GSK988TA is a high-end CNC system for high-performance turning centers and turning and milling composite applications. The system uses a maximum of 6 feed axes and 4 spindles, any 3 axis linkage, supports online servo tuning, and can connect grating scale, magnetoresistive, magnetic Grating, circular grating encoder, etc. realize full closed-loop control of the feed axis and high-precision Cs axis control, which can meet the needs of high-precision and high-efficiency machining of middle and high-grade turning centers. 
Using GSKLink industrial Ethernet bus, the maximum operating speed is 100m / min. Standard GR-L series servo device and high-resolution absolute encoder are used to realize full closed loop control of feed axis and high precision Cs axis control.
 
The system can be configured with 6 feed axes and 3 spindles, and the spindles can be controlled as Cs axes;
Achieve a variety of processing such as turning, milling, drilling and tapping in one clamping;
Simple, practical, efficient and low-cost implementation of turning and milling composite processing;
With polar coordinate interpolation, cylindrical interpolation, rigid tapping and drilling and boring cycle commands.
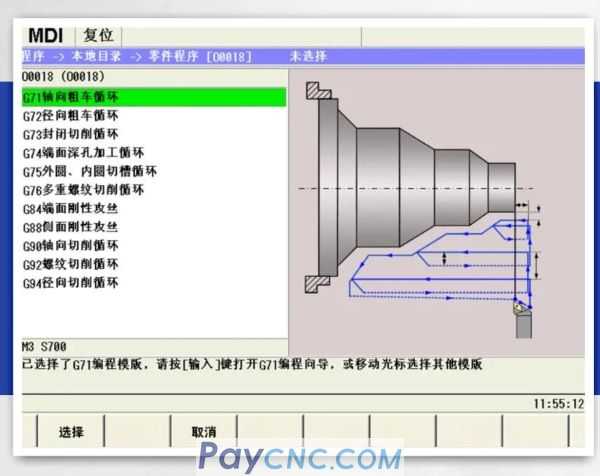
With the functions of cycle instruction programming wizard, direct input of drawing size, teaching programming, calculator, etc., there is no need to memorize the complicated cycle instruction format and the functional significance of each command parameter, and the conversion and calculation of size coordinates are also eliminated.
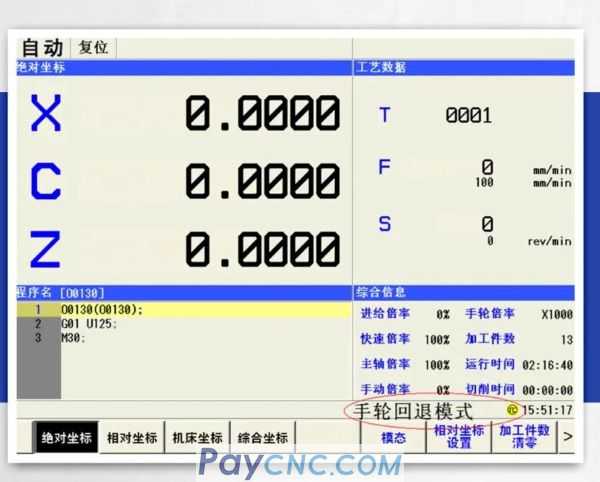
Using the forward movement and reverse movement of the handwheel to control the forward and reverse operation of the program, you can simply detect errors in the program.
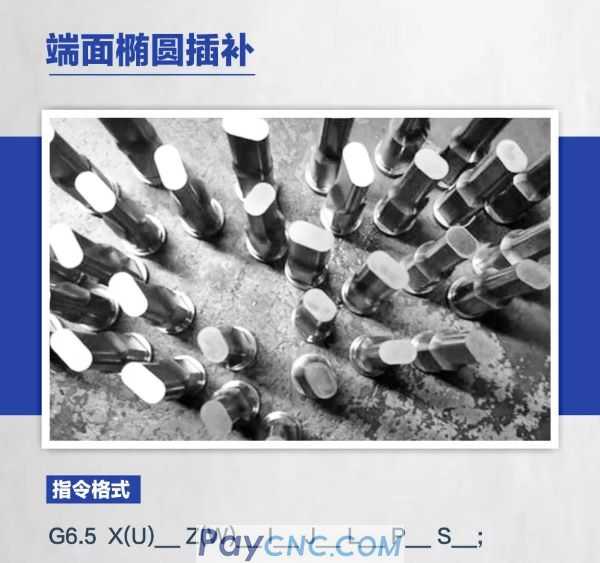
Instructions
X (U): the end coordinate of the ellipse radial direction (X axis);
Z (W): the end point coordinate of the ellipse axis (Z axis);
I: the length of the long semi-axis of the ellipse (0 <I <= 9999.999mm, unsigned);
J: the length of the short semi-axis of the ellipse (0 <J <= 9999.999mm, unsigned);
L: the number of times of moving the knife in the elliptical axis (Z axis);
P: The number of times of moving the knife in the radial ellipse (X axis);
S: Rotating shaft speed, positive and negative values are the direction of rotation.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|