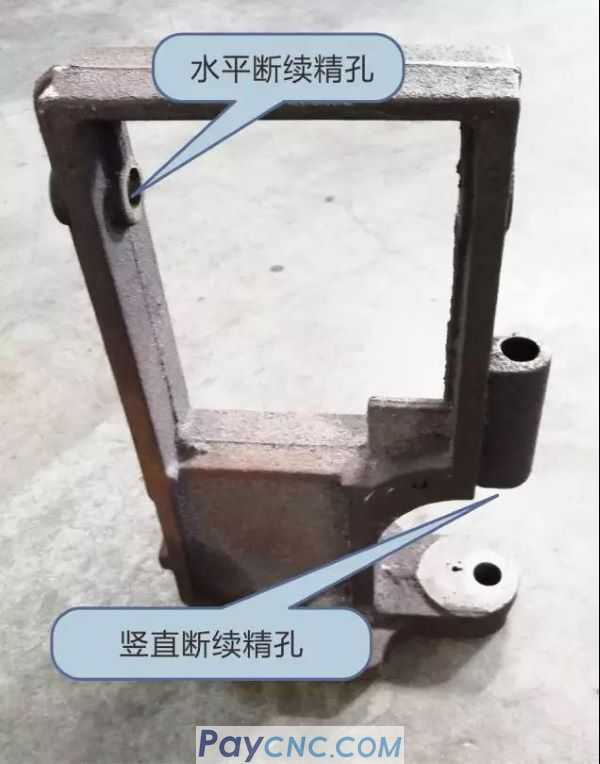
 1.Application of GSK 25iMb CNC system VMC850L machine parts for garment button binding machine
Processing garment button binding machine main body cast iron parts, horizontal and vertical discontinuous hole concentricity pass gauge rods easily pass, stop gauge rods cannot be inserted; two sets of hole axis vertical, vertical hole vertical platform and bottom surface, the deviation is even Within 0.5 degrees;
After the debugging and processing in the Guangshu factory is stable, the machine can be transported back to normal production.
solution
Using Xinnuo VMC850L machine tool with GSK 25iMb system machining center, the machine has strong rigidity
According to the customer's parts, formulate the clamping tooling plan, manufacture the processing fixture, and formulate the processing technology strategy;
Recommend and use reliable machining tools;
4th-axis multi-azimuth processing is adopted to avoid multi-azimuth positioning and clamping errors.
Application effect
Pass the test according to the drawing size, pass and stop the test;
After processing parts are assembled, they run normally and smoothly;
Using fully sealed machine tools, compared with the use of special machining, on-site 5S is effectively controlled;
Two different models of time-division debugging and processing can be produced in normal batches.

2.GSK 25iM CNC system with lathe and machining center
The compressor has a total of three accessories. It is recommended to use a machining center and a row of cutters to install a three-head power head. The processing requirements are high. Three machining surfaces are required to ensure verticality and parallelism within 0.015mm. Three-coordinate detection .
  
solution
Use Xinnuo VMC640L machine tool with GSK 25iM system machining center to process automotive air-conditioning compressor housings and end covers, and Shenyang CAK46 to process end covers;
Processed and tested according to the drawing size;
According to the customer's parts, formulate the clamping tooling plan, manufacture the processing fixture, and formulate the processing technology strategy;
  
Application effect
Tuning and processing each process, the key machining dimension accuracy is stable within 0.01mm, and the coordinate measurement is used to meet the drawing tolerance requirements;
Processing with forming tools, high processing efficiency and meeting production plan requirements;
Continuous multi-step batch processing, stable production cycle.
 
Recommend and design customized tools to achieve reliable, efficient and stable use;
Optimize the machining cutting path and improve cutting efficiency.
3.GSK25i CNC system for the overhaul and upgrade of the Dmag 50 eVolution 5-axis machining center
The original CNC system of the machine tool could not start normally; the ball screw, screw bearing and linear guide of the linear axis were worn; the spindle was heated during the rotation; the sensor switch of the tool magazine was damaged; the flatness of the table was too bad; Ageing;
The supporting CNC system needs to be replaced to restore the accuracy of the machine tool and replace the aging parts.

solution
GSK25i CNC system, supporting servo motor and servo drive for transformation;
Replace the ball screw, screw bearing and linear guide of the feed shaft;
Overhaul the main shaft and replace the main shaft bearings to ensure the accuracy of the main shaft and the main shaft speed; the main shaft is driven by the servo main shaft motor to realize high speed machining of the main shaft;
Overhaul the tool magazine, replace the damaged inductive proximity switch, and accept the feedback signal; reliable tool selection and accurate positioning to ensure normal tool change at each station; re-write the T chart to make the cutter head forward and reverse, and change the nearest tool, saving time, And replace the damaged tool holder;
Re-scraping the workbench: The scrape-scraping workbench has been re-scraped by personnel with years of experience in scraping research at our factory to ensure the flatness of the workbench, thereby ensuring the accuracy of the processed workpiece;
Change the encoder, and the access signal is TTL; adopt HEIDENHAIN precision encoder to realize the full closed-loop control of each linear axis;
Repair hydraulic, lubrication, cooling, pneumatic systems and replace damaged components;
Increase of workpiece probes (Renishaw);
Redesign the electrical control schematic diagram of the machine tool, replace the electrical control and electrical components and rewire.

Application effect
Restore machine tool accuracy and all use functions, and run stably;
Meet customer parts processing requirements.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|