Macro programs are not omnipotent, and they cannot be done without macro programs. No, a netizen encountered such a problem a few days ago:
When an employee operates a machine tool, he adjusts the override switch privately. The production and processing are not good for management and control. How to control the lock feed through the program?
Okay, let's just talk about the actual operation, don't talk about the mess, which makes you feel dizzy and can't find the explanation of North.
Then, how to control the magnification switch through the NC macro program.
Methods as below:
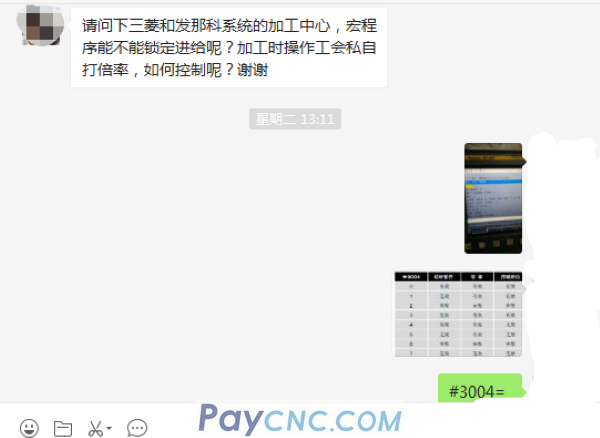
>>In the program you want to run processing, write a macro variable #3004=2
.jpg)
When the machine tool runs to this segment #3004=2, when running the following program, the feedrate override switch on the machine tool operation panel is invalid.
#3004 is a system variable. As I said before, it is a special variable inside the machine tool system. The meaning of each system variable is fixed in the system.
Then the meaning and usage of #3004 in the machine tool (Falak system) are as follows:

Well, according to the above table, assign different values to #3004 to control whether the feed pause switch and override are valid.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|