 When we use hydraulic clamping to process parts with CNC lathes, it is necessary to use external clamping or internal clamping clamping processing due to different workpiece processing techniques. However, when the machine tool is produced, it is generally installed and debugged according to the external clamping. When the user uses internal clamping, in addition to the need to replace the jaws, the corresponding system parameters must be modified.
The following introduces the switching method of the working mode of the internal and external chuck of the hydraulic chuck of the GSK980TDc series CNC machine tool.
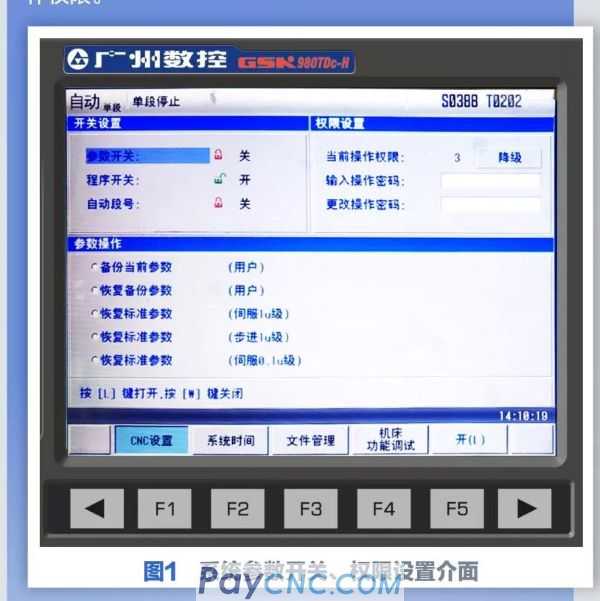
01 Press the system "Settings" button and select "CNC Settings", as shown in Figure 1; press the [ON (L)] soft key below the screen to turn on the system parameter switch. Move the cursor to the "input operation password" line, enter the three-level authorization password: 12345, after the input is completed, the [input] key can enter the three-level operation authorization.
02 How to switch the working mode of the card in the chuck
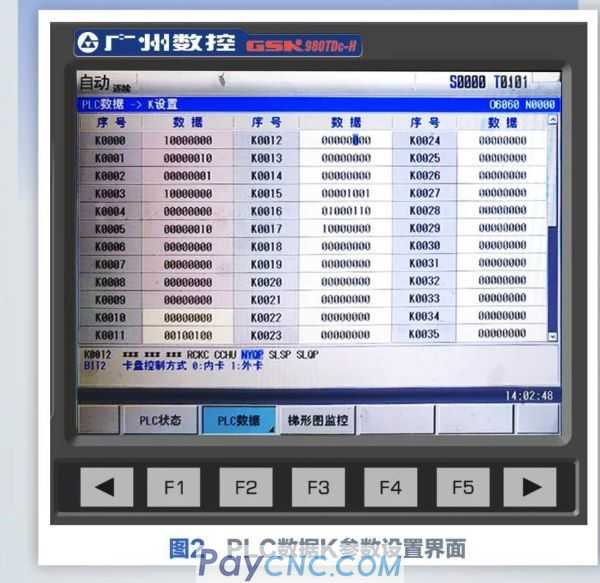
Press the "Ladder Diagram" button on the panel, then press the "PLC Data" softkey below the system screen to enter the system K parameter setting interface, move the cursor to K12.2, as shown in Figure 2, and then enter K12 in the entry mode 2 Switch between 0 and 1.
The operation of the above steps can quickly solve the problem of switching the working mode of the internal and external cards of the chuck. Other CNC systems of Guangzhou CNC can also refer to this method for operation settings.
03Guangzhou CNC other system hydraulic chuck internal and external card setting method
GSK980TDiS CNC system
Press the system "set" key-open the parameter switch-open the authorization password (three-level authorization password: 12345);
Press the system "ladder" key-then press "PLC data" at the bottom right of the system screen-modify the K12.2 parameter in the entry mode.
GSK980TB3 CNC system GSK980TB3 CNC system
Press the system "set" key-press the "D" key to open the parameter switch;
Press the system "parameter" key-enter the parameter interface, modify the P16.7 parameter in the entry mode.
GSK980TC3 CNC system
Press the system "system" key-then press the "CNC settings" at the bottom right of the system screen-enter the common settings interface, open the parameter switch, enter the system debugging password (factory-level password: 666666);
Press the "Ladder Diagram" button on the system-select "Ladder Diagram Parameters" below the screen-move the cursor to K11.1 in the entry mode to modify the relevant parameters.
GSK928TEa CNC system
Press the system "parameter" key-enter the corresponding authorization password (second-level password: 8044);
Press "T" key to select: T-bit parameter-modify P409.6 parameter.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|