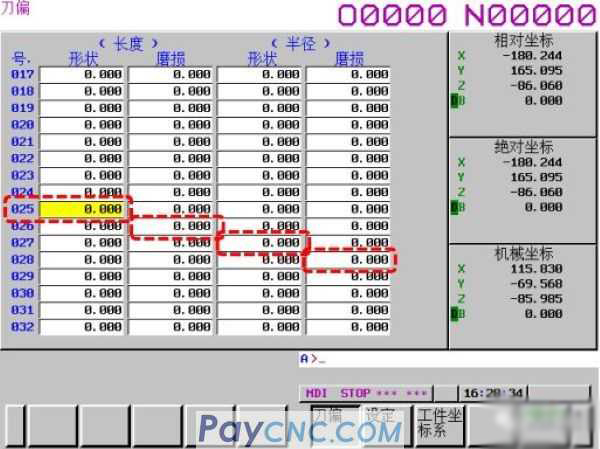
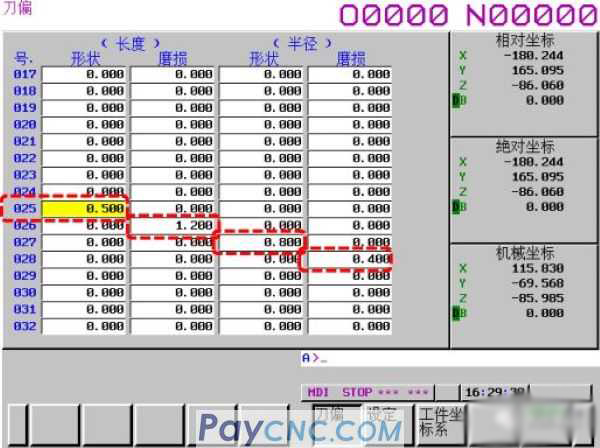
The FANUC system uses programs to modify workpiece coordinates or tool offsets. The common method is to use macro variables to modify; today I will show you how to use programs to modify workpiece coordinates and tool offsets, which is actually a G10 function.
How many workpiece coordinate systems does FANUC system have?
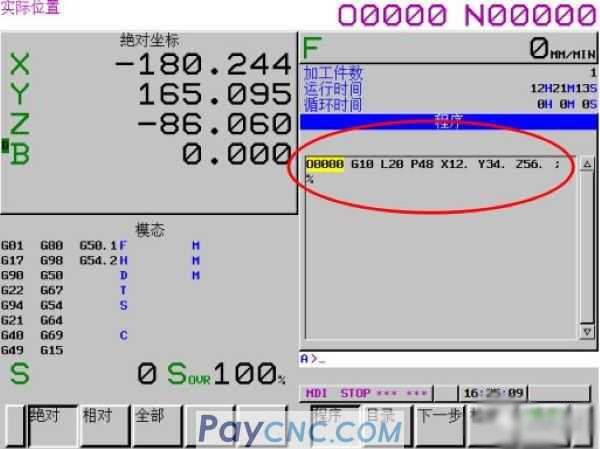
Answer: G54~G59, G51.1 P1~G54.1 P48
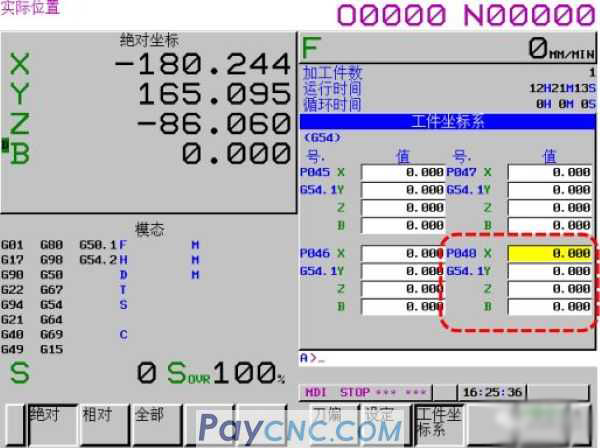
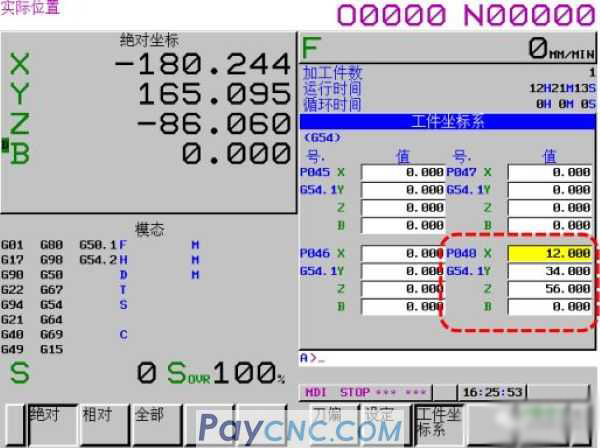
Example of FANUC program to modify workpiece coordinates
Examples of FANUC program modification G54~G59:
Edit the following block:
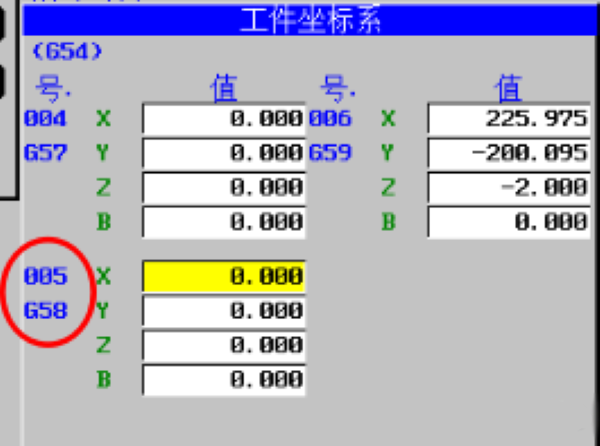
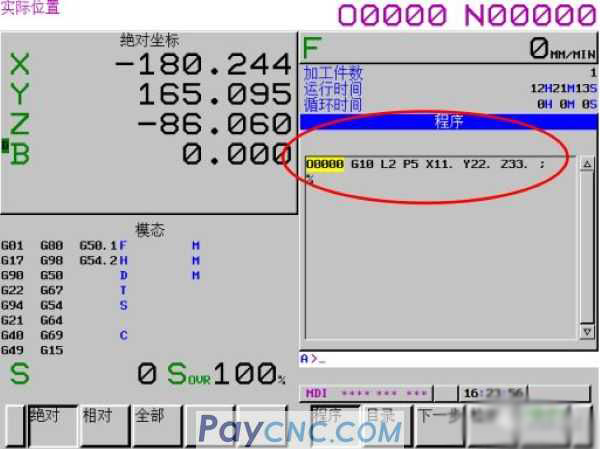
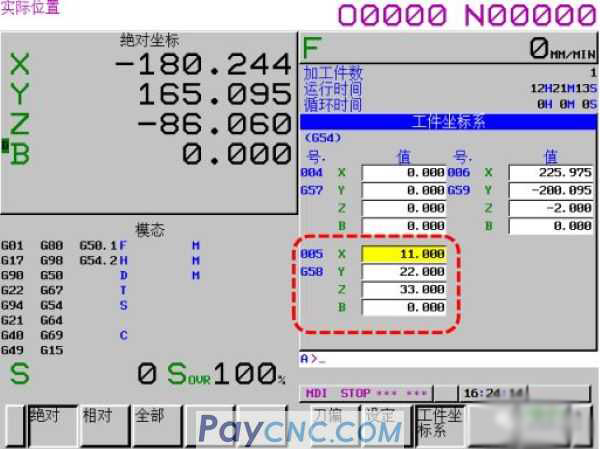
G10 L2 P5 X11. Y22. Z33.;
Note: P5 represents the fifth workpiece coordinate system, namely G58
          |
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|