 The machining center integrates multiple machining functions such as milling, drilling, reaming, boring, and tapping. Multiple tools are used in the machining process. Therefore, the tool changer is an important part of the machining center and has a high failure rate. Part of which, the chaos knife is one of the faults.
The following is the VMC850 / GSK25iM-H as a case to analyze the cause and troubleshooting of the disordered knife in the machining center.
01 Failure phenomenon
Random tool refers to the phenomenon that the tool number of the tool change command is inconsistent with the tool magazine seat number. For example: the program specifies M06 T03, and the tool changer manipulator grabbed the tool of No. 5 tool holder during tool change is called the phenomenon of chaos.
02 Fault diagnosis
The machining center is equipped with a disc-type tool magazine. The tool disorder phenomenon occurs during the tool change process, generally because the sensors used for counting in the tool magazine are affected by uncertain factors (voltage shock, dust, iron cutting, moisture, etc.) The count signal is lost or added to the system during rotation, which results in the tool number value in the system data table inconsistent with the tool number arranged in the actual tool magazine, resulting in a disordered tool failure.
03 Troubleshooting
To solve the disordered tool failure, first remove all the tools from the tool magazine as shown in Figure 3-1.

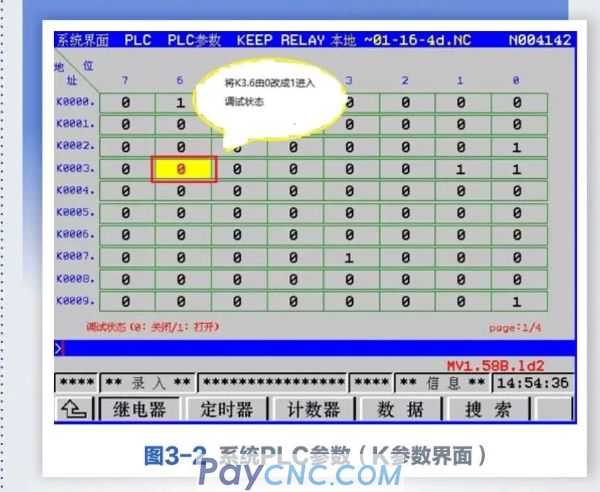
Enter the system PLC interface and change the relay parameter K3.6 (tool magazine debugging status) from 0 to 1. The system enters the tool magazine debugging mode as shown in Figure 3-2.
Perform data table initialization: switch to the reference point return mode, press the [tool magazine return to zero] key on the machine tool operation panel, and wait for the tool magazine to rotate to the position of the No. 1 tool sleeve. When the indicator light of the [tool magazine return to zero] key is on, plc diagnoses The interface X14.1 will change from 0 to 1 as shown in Figure 3-3.

The system switches to the MDI mode, enter and execute the M76 command on the [MDI] display interface, and the tool data table automatically restores the initial value at this time, as shown in Figure 3-4, Figure 3-5, and Figure 3-6.
  
After the parameter setting of the data table is successful, the disorder of the knife is removed and the knife can be used again.
04 Conclusion
Special attention should be paid to the disordered tool failure when the tool changer is equipped with a disc-type tool magazine. Once this failure occurs, it may cause accidents such as a collision of a tool and a collision. Therefore, this failure must be repaired in time. There is also a need to pay attention to the regular maintenance of the tool magazine. For example, make a periodic plan to clean and maintain the periphery of the tool magazine, especially the locations with sensors, and tighten the screws of each part of the tool magazine.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|